


Magazzini refrigerati: progettazione e automazione
I magazzini refrigerati automatici sono una soluzione sempre più diffusa in logistica. L’utilizzo del freddo per la conservazione a lungo termine dei prodotti è una tecnica che risale al Medioevo. Grazie alla temperatura controllata, la merce conserva qualità e proprietà, prolungando il ciclo di vita dei prodotti in magazzino.
I nuovi ritmi di vita hanno dato un impulso ancora maggiore all’industria della logistica del freddo. Secondo un report della società di consulenza MarketsandMarkets, il settore industriale dell’alimentazione crescerà di un 5,14% annuo per i prossimi tre anni, raggiungendo un fatturato globale di oltre 283.000 milioni di dollari nel 2023.
In questo articolo descriviamo come funziona un magazzino refrigerato, la sua progettazione e come ha dovuto adeguarsi alle nuove sfide logistiche. Non a caso, molte aziende hanno deciso di implementare soluzioni automatiche per ovviare alle difficoltà di operare in ambienti con temperature che raggiungono i -30 °C.
Che cos’è un magazzino refrigerato?
Un magazzino refrigerato è un impianto destinato a stoccaggio, approvvigionamento, preparazione e spedizione di prodotti a bassa temperatura. Questo tipo di impianto è stato creato per sistemi di stoccaggio, mezzi di sollevamento e altri elementi che operano al suo interno, come trasportatori, camere bianche, porte SAS (Security Airlock System) ecc.
I magazzini refrigerati possono essere classificati in base ai sistemi di stoccaggio (automatici o manuali) o alla struttura (autoportanti o meno). Tuttavia, la classificazione più comune dipende dalla regolazione della temperatura nell’impianto, così suddivisa:
- Refrigerazione: magazzini a temperatura controllata compresa tra 0 e 10 °C. Viene utilizzata nel settore Food&Beverage (ad esempio latticini e insaccati), farmaceutico e sanitario.
- Congelamento: celle frigorifere che mantengono una temperatura controllata compresa tra -30 °C e 0 °C. Sono diffuse soprattutto nell’industria degli alimenti surgelati.
Bisogna considerare che il costante controllo della temperatura, non solo durante lo stoccaggio, ma anche durante le fasi di ricevimento, preparazione e spedizione degli ordini, comporta un aumento significativo del consumo energetico dell’impianto, rendendo più costoso il processo logistico di ogni prodotto.

A questo fattore bisogna aggiungere la complessità delle operazioni manuali: a -30 °C, la sicurezza degli operatori può essere compromessa se sono esposti al freddo per lunghi periodi.
Inoltre, poiché in genere vengono stoccati prodotti deperibili, farmaceutici o alimentari, è normale che l’impianto sia dotato di un sistema che garantisca la tracciabilità in tempo reale della merce.
Progettazione di un magazzino refrigerato
La caratteristica principale di un magazzino refrigerato è l’uso della temperatura controllata per prolungare la vita utile della merce. Per questo motivo, la supply chain deve comprendere strumenti per la conservazione del freddo in tutti i cicli operativi. Ad esempio, un magazzino refrigerato di ultima generazione si rivela inutile se le baie di carico non dispongono di sistemi che garantiscano il mantenimento della temperatura.
La progettazione di un magazzino refrigerato deve basarsi sulle caratteristiche dell’azienda. In particolare:
- Tipo di merce da stoccare.
- Capacità di ricevimento e spedizione della merce.
- Baie di carico e buffer temporanei
- Layout dell’intero magazzino.
- Numero di spedizioni giornaliere.
- Sistemi di stoccaggio utilizzati.
- Tipi di unità di carico.
- Grado di automazione del magazzino.
Tutto l’impianto refrigerato deve comprendere sistemi di stoccaggio (manuali o automatici) idonei alle basse temperature. Oltre alle scaffalature, la struttura stessa del magazzino deve essere in grado di conservare il freddo all’interno delle proprie celle. Per questo motivo, molte aziende puntano sui magazzini autoportanti, dove le scaffalature costituiscono la struttura stessa del magazzino, permettendo di ottimizzare la capacità di stoccaggio.
Questi magazzini devono essere provvisti anche di porte frigorifere idonee alla temperatura di lavoro dell’impianto. Spesso le porte fanno parte di un SAS (Security Airlock System), ossia un sistema con una precamera e due porte ad alta velocità che non si aprono mai simultaneamente per evitare brusche variazioni di temperatura all’interno.
I magazzini a temperatura regolata devono essere dotati anche di una camera o di un plénum nella parte alta del magazzino, tubi di circolazione dell’aria, evaporatori e una passerella isolata per la manutenzione delle strutture.
Per quanto riguarda i mezzi di sollevamento, si può scegliere tra manuali o automatici. Invece, i carrelli elevatori, se utilizzati, devono essere elettrici in quanto operano in un impianto chiuso.
Magazzini refrigerati automatici
Un magazzino refrigerato automatico ha lo scopo di rendere più dinamici i processi e accrescere la sicurezza di operatori e merce. Per automatizzare un magazzino, occorre installare mezzi di sollevamento automatici come trasloelevatori per pallet o contenitori (miniload). Di norma, questi sistemi di stoccaggio sono alimentati da trasportatori che accelerano il flusso della merce ed evitano che gli operatori movimentino lo stock in condizioni ambientali avverse.
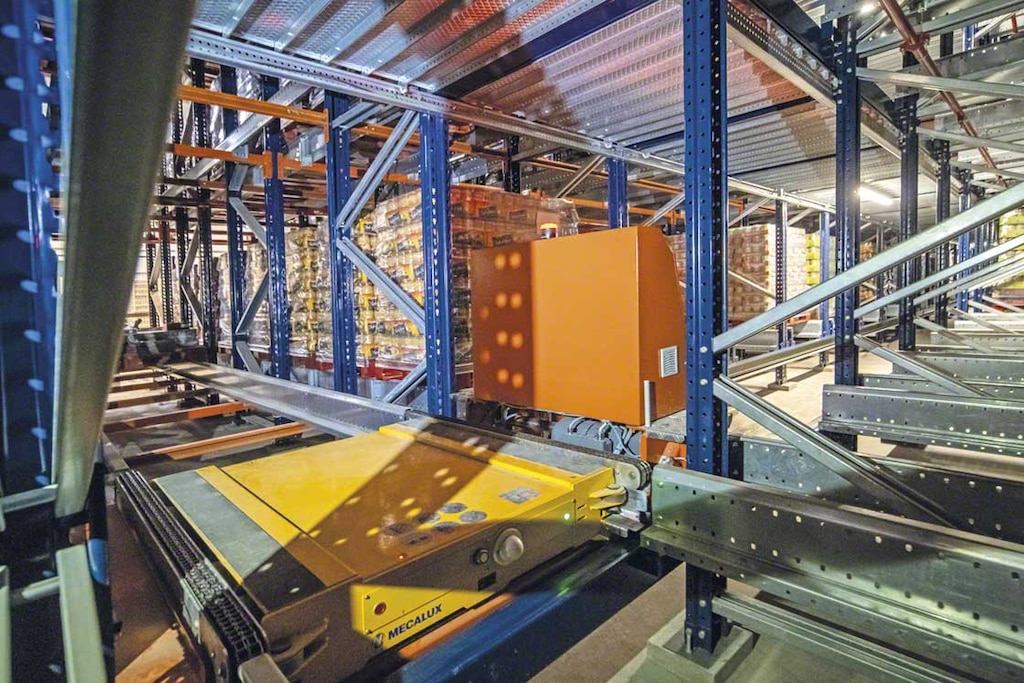
Analogamente, è possibile implementare un Pallet Shuttle insieme a un trasloelevatore, al fine di compattare ulteriormente la merce. Tuttavia, nelle celle con un volume minore di ordini si consiglia di utilizzare il Pallet Shuttle con carrelli elevatori.
Finora abbiamo descritto soluzioni per lo stoccaggio della merce, ma è possibile automatizzare la preparazione degli ordini? Strumenti come il braccio robotico sono ideali per evitare di esporre gli operatori al freddo e garantire al contempo la massima produttività nella preparazione degli ordini. Ne è un esempio la soluzione che Mecalux ha implementato presso l’operatore logistico Havi Logistics.
Tutti gli elementi automatizzati finora descritti non potrebbero operare in modo sicuro ed efficiente senza una postazione di controllo per pallet che garantisca la conformità di ciascun colle in entrata in magazzino. Peso del carico, reggiatura e stato del pallet sono tra i requisiti oggetto di verifica.
Vantaggi dell’automazione di un magazzino refrigerato
Per le aziende con celle frigorifere, l’installazione di sistemi di stoccaggio e mezzi di sollevamento automatici comporta:
- Una maggiore produttività: negli ambienti refrigerati, solo l’automazione garantisce un’elevata frequenza dei cicli in entrata e in uscita poiché l’eccessiva esposizione degli operatori alle basse temperature può essere dannosa per la salute.
- Un picking più efficiente: l’installazione di sistemi di picking automatici o semiautomatici, come il voice-picking o il pick-to-light, riduce il tempo trascorso dagli operatori all’interno della cella frigorifera, ottimizzando i percorsi di picking e le attività di preparazione degli ordini.
- Un incremento di sicurezza e igiene: le celle frigorifere automatiche salvaguardano la sicurezza dei prodotti, riducendo gli errori di gestione e degli operatori, i quali non sono esposti a condizioni ambientali estreme. Inoltre, l’automazione garantisce l’igiene di tutti i processi logistici, un fattore cruciale in alcuni settori, tra cui Food&Beverage e farmaceutico.
- Un risparmio sui costi logistici: l’energia è il bene più prezioso di una cella frigorifera. Le soluzioni automatiche sfruttano al meglio il volume dei magazzini, con un consumo energetico per pallet inferiore.
- Ottimizzazione dello spazio di stoccaggio: soluzioni come il Pallet Shuttle consentono di compattare lo spazio di stoccaggio eliminando le corsie in magazzino.
Con questi vantaggi e in un contesto in cui i clienti richiedono la massima rapidità di spedizione, l’automazione è fondamentale per intensificare la frequenza dei cicli combinati in entrata e in uscita del magazzino e soprattutto per aumentare al massimo i profitti dell’azienda.

Ecco due esempi di aziende che hanno scelto di automatizzare il loro magazzino refrigerato:
- Congelados Navarra: Mecalux ha sviluppato un nuovo centro logistico per Congelados Navarra, tra i principali leader in Europa nella produzione e commercializzazione di verdure surgelate. Con questo impianto dotato di tecnologia di ultima generazione per lo stoccaggio refrigerato, l’azienda vanta una capacità di 150.000 posti pallet.
- La Piamontesa: il magazzino refrigerato autoportante di questa azienda è diventato un punto di riferimento tra i sistemi di stoccaggio automatico refrigerato in Argentina. Il produttore di insaccati ha introdotto il sistema Pallet Shuttle automatico per aumentare la produttività delle celle refrigerate e ridurre al minimo il consumo energetico.
Efficienza e ottimizzazione per il magazzino refrigerato
I nuovi ritmi di vita, che impongono l’uso sempre più frequente di alimenti congelati, promuovono l’interesse per i magazzini refrigerati. Tuttavia, non bisogna dimenticare che lo stoccaggio refrigerato implica un controllo completo della sicurezza dei prodotti durante tutti i processi del magazzino al fine di garantire la tracciabilità in tempo reale.
Se a questo requisito si aggiunge l’impatto degli elevati costi logistici che comporta il lavoro in un impianto di stoccaggio refrigerato, le aziende in possesso di questi centri devono considerare soluzioni che garantiscano l’efficienza e l’ottimizzazione dello spazio di stoccaggio.
Da oltre 50 anni, Mecalux mette a disposizione la propria esperienza nell’implementazione di soluzioni manuali e automatiche nei magazzini refrigerati. Non esitare a contattarci: ti consiglieremo la soluzione migliore per aumentare la produttività del tuo impianto.