Nei magazzini, le scaffalature sono esposte a cambiamenti di temperatura, umidità, passaggio continuo di merce e operatori, che possono provocare il deterioramento dei diversi componenti che formano le strutture. In questo articolo, vedremo perché ricorrere alla verniciatura per cataforesi e quali sono i vantaggi e gli svantaggi dei diversi metodi e finiture disponibili sul mercato per proteggere i profilati metallici dagli effetti della corrosione e dell'ossidazione.

Processi anticorrosione: verniciatura e zincatura
I componenti che formano le scaffalature devono essere protetti per evitare l'ossidazione. I graffi o la mancanza di continuità del rivestimento generano punti più vulnerabili. Per questo motivo, è molto importante sia il tipo di finitura utilizzata sia il pretrattamento applicato, che funge da seconda barriera di protezione contro la corrosione.Sul mercato coesistono diversi metodi e sistemi, li vediamo nel dettaglio qui di seguito.
Sono disponibili due sistemi:
a. Verniciatura:
1a Immersione per cataforesi
1b Elettrostatico
b. Zincatura:
2a Prezincatura o sendzimir
2b Zincatura a caldo
Vediamoli nel dettaglio.

1. Protezione mediante sistemi di verniciatura
Verniciatura. I profilati vengono ricoperti con una vernice che funge da barriera fisica contro l'aggressione di agenti ossidanti esterni, grazie all'effetto anti-corrosivo dei pigmenti e delle resine che si utilizzano.
1a Verniciatura per cataforesi
La verniciatura per cataforesi è un processo per immersione che consente di ricoprire i pezzi con vernice. Si esegue per elettrodeposizione catodica: i cationi (ioni con carica positiva generati dalla dissociazione delle molecole di vernice), immersi in una soluzione acquosa, aderiscono ai profilati creando una strato uniforme.
Il processo è composto dalle seguenti fasi:
- Sgrassaggio fisico-chimico a caldo dei pezzi. Si eliminano grassi, polvere e altre impurità presenti sulla superficie dei profilati.
- Risciacqui.
- Creazione di uno strato di conversione nanotecnologica di fluoruro di zirconio sull'acciaio. È molto compatta e con pochi spazi interstiziali. Ha lo scopo di proteggere dalla corrosione, diminuendo l'esposizione dell'acciaio base all'ambiente e, contemporaneamente, migliorare l'aderenza della vernice.
- Lavaggi con acqua deionizzata e demineralizzata. È necessario che la superficie sia pulita e senza sali, per facilitare la massima aderenza della vernice.
- Bagno di cataforesi. Con l'immersione, la vernice copre tutto il pezzo, sia all'interno che all'esterno. I profilati agiscono come catodo (polo negativo) e la vernice come anodo (polo positivo). L'azione di un campo elettrico compreso tra 240 e 300 V di corrente continua per circa due minuti permette uno scambio ionico tra le molecole esterne del profilato e della vernice, garantendo maggiore resistenza con uno spessore inferiore.
- Pulizia dei pezzi con ultrafiltrazione a ricircolo (UFR) e, successivamente, sulla rampa di uscita con aspersione con ultrafiltro nuovo (UFN). L'ultrafiltro è un componente che elimina i resti di vernice e crea una superficie liscia e uniforme.
- Polimerizzazione dei pezzi in un forno a 180 ºC per 40 minuti circa.
Vantaggi della verniciatura per cataforesi
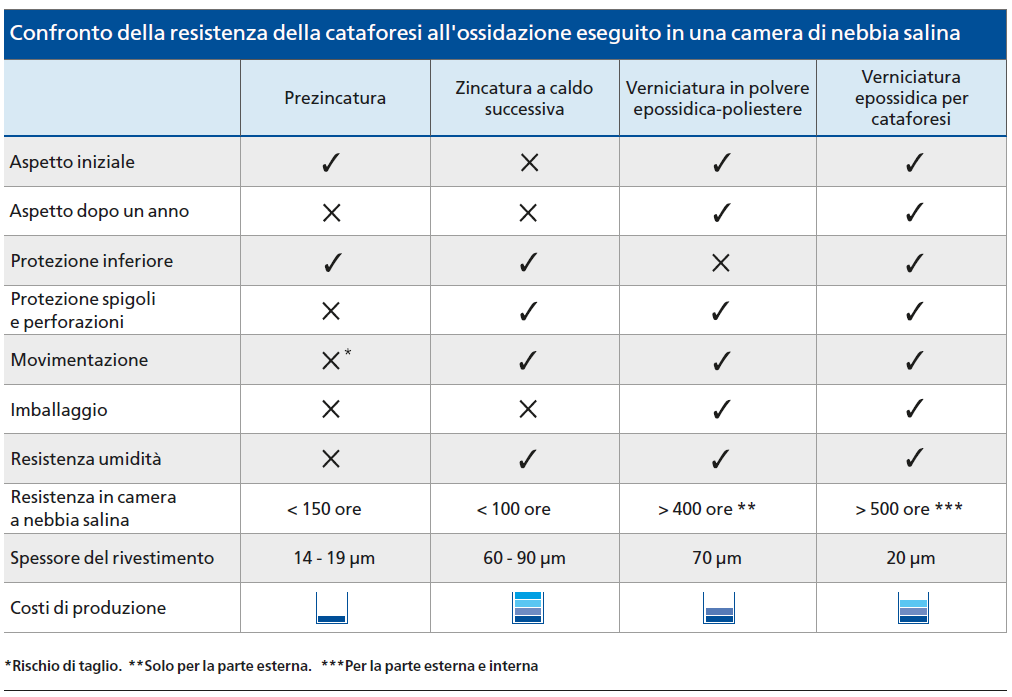
- Alta resistenza alla corrosione. I pezzi resistono per più di 550 ore di collaudo nella camera di nebbia salina, un tempo molto superiore rispetto ad altri sistemi e procedimenti.
- Rivestimento totale della superficie, comprese le parti inaccessibili del pezzo. Essendo un procedimento per immersione, in cui la vernice è in costante agitazione, si garantisce la corretta verniciatura, con la possibilità di coprire le parti e gli angoli interni inaccessibili ai sistemi elettrostatici.
- Uniformità dello spessore del rivestimento. Il procedimento per elettrodeposizione catodica garantisce che lo strato abbia uno spessore uniforme e di 20 µm, migliorando così il comportamento contro la corrosione del pezzo e proteggendo gli spigoli e gli angoli (molto importante in montanti e pezzi con fori).
- Scarso impatto ambientale. Non si utilizzano solventi e non inquina.
- Utilizzo di resine epossidiche. La vernice è formulata a base di resine epossidiche, che proteggono maggiormente contro la corrosione e i prodotti chimici e acidi, oltre a permettere l'ottima aderenza dei successivi strati di vernice, se necessario.
- Finitura perfetta. È più uniforme di qualsiasi zincatura e la superficie è liscia e con un buon aspetto per maggior tempo.
1b Verniciatura elettrostatica
È un procedimento che distribuisce la vernice liquida o in polvere sui pezzi mediante un doppio effetto. Da una parte quello elettrostatico, che attrae la vernice polverizzata fino a depositarla sul pezzo, dall'altra, l'effetto cinematico, che spruzza vernice a grande velocità.
Il processo è composto dalle seguenti fasi:
- Fosfosgrassaggio.
- Fosfatazione delle superfici. Si crea uno strato di fosfato con elementi antiossidanti, che protegge dall'umidità e dalla corrosione.
- Ammollo e risciacquo.
- Passivazione. È un trattamento che crea una protezione contro l'azione degli agenti sulla superficie dei profilati e che migliora l'aderenza alla vernice.
- Applicazione della vernice. Le particelle di vernice presentano una carica elettrica e aderiscono al pezzo per effetto elettrostatico e cinematico.
- Forno di essiccazione o polimerizzazione. Funziona a una temperatura compresa tra i 160 e i 180 ºC. Nel processo di polimerizzazione, le resine della vernice formano un strato di rivestimento continuo, nel quale sono inclusi i pigmenti minerali, che conferiscono il colore e l'effetto antiossidante.
In realtà, la sua applicazione è molto semplice e richiede un investimento minore rispetto ad altri sistemi. È necessaria una catena di trasporto aerea a cui appendere i pezzi, le cabine per applicare la vernice e un forno di polimerizzazione. In impianti più piccoli, qualsiasi fase del processo può essere facilmente modificata e riadattata, ed è sempre possibile cambiare il colore.
Costituisce un sistema di verniciatura ideale per i profilati chiusi o con lamiera piatta con una o due piegature. La resistenza alla corrosione dipenderà dal tipo di vernice applicata, il procedimento precedente e lo spessore dello strato. Tuttavia, la verniciatura elettrostatica presenta vari svantaggi nei profilati aperti. La vernice non riesce a raggiungere le parti interne, angoli e spigoli con lo stesso spessore, a causa dell'effetto della gabbia di Faraday. Di conseguenza, la distribuzione non è uniforme e rimangono sempre zone con meno vernice o addirittura non verniciate.
I rivestimenti sono un isolante elettrico. Fisicamente, le differenze di spessori nelle varie zone dello stesso pezzo creano una differenza di potenziale e generano il passaggio di corrente nel pezzo (favorendo pertanto la corrosione). Inoltre, il fatto di avere uno spessore inferiore presuppone una barriera fisica minore per la corrosione.
2. Protezione mediante zincatura
Consiste nel coprire il metallo con zinco per isolarlo e proteggerlo dalla corrosione.
2a Lamiera prezincata
La finitura degli elementi prezincati si ottiene mediante l'immersione in un processo continuo della bobina di acciaio in un bagno di zinco fuso. È un'operazione che eseguono le aziende siderurgiche che producono acciaio. Si crea un rivestimento con uno spessore compreso tra 14 e 19 µm.
Questo sistema apporta alcuni vantaggi:
- Il processo di zincatura è perfettamente controllato dall'azienda siderurgica e non richiede fasi intermedie per il produttore di scaffalature.
- Perfetta pulizia e preparazione dell'acciaio base prima della zincatura.
- Trattamento termico di preparazione dell'acciaio base.
- Passivazione chimica dopo la zincatura, mediante un processo di cromatazione.
- È molto utile per gli elementi complementari delle scaffalature, in special modo quelli fabbricati con lamiera sottile e quelli che sono sottoposti ad attrito costante.
Tuttavia implica anche alcuni inconvenienti:
- La finitura differisce in base al produttore.
- La disponibilità delle qualità di acciaio adatte per produrre le scaffalature è più restrittiva rispetto all'acciaio non zincato.
- L'aspetto si deteriora con il tempo e appare invecchiato.
- I tagli e le perforazioni rimangono senza rivestimento e, benché ciò sia visibile, sono protetti dallo zinco contiguo.
- I pezzi richiedono un imballaggio speciale, senza che vengano in contatto tra loro, soprattutto se sono stoccati all'aperto, per evitare di trattenere l'umidità che ridurrebbe la loro resistenza.
- Non è resistente ad alcuni acidi e prodotti chimici
2b Zincatura a caldo
La zincatura a caldo consiste nell'introdurre il pezzo, una volta fabbricato, in una vasca di zinco fuso a 450 ºC. Si crea uno strato di zinco con uno spessore variabile compreso tra 60 e 90 µm.
Questo procedimento garantisce la massima protezione dei profilati e una vita utile molto lunga senza necessità di manutenzione. In generale, il suo uso è molto esteso nell'arredo urbano e nelle strutture che si trovano all'esterno (tralicci elettrici, segnalazioni, barriere). Essendo un processo per immersione, il pezzo viene coperto completamente, pertanto la sua resistenza meccanica (impatti, urti, attrito, carico e scarico ecc.) è più elevata.
Tuttavia, presenta non pochi svantaggi:
- È un processo molto complesso e costoso, poiché richiede impianti di grande capacità, specificamente predisposti.
- L'aspetto appare deteriorato, poco uniforme e peggiora con il tempo.
- I pezzi richiedono un imballaggio speciale senza che vengano in contatto tra loro.
- Non si possono stoccare all'esterno nei primi giorni dopo la produzione.
- Non sono resistenti ad alcuni acidi e prodotti chimici.

Comportamento della zincatura in ambienti umidi
Il comportamento dello zinco varia in base all'ambiente in cui si trova. In ambienti umidi, genera sali di zinco che sono altamente igroscopici e assorbenti dell'umidità. È un processo di retroazione: quanto maggiore è l'umidità, più sali vengono generati. In un ambiente secco, invece, lo zinco si passiva.
Ciò significa che si forma una pellicola sulla superficie del metallo, che lo protegge dall'azione degli agenti esterni. Affinché lo zinco sia più resistente e stabile, è necessario uno scambio constante di cicli di umidità e secchezza, per questo motivo è un materiale ideale in ambienti esterni. Al contrario, se i profilati si trovano costantemente in un ambiente umido, si generano sali di zinco, che causano ossidazione e deterioramento.
L'umidità relativa delle celle di congelamento è in teoria pari a zero, tranne nelle entrate e nelle uscite del magazzino. Per questo motivo, le scaffalature zincate si adattano perfettamente.
Tuttavia l'umidità è più elevata, e addirittura necessaria, nelle celle frigorifere. L'installazione di scaffalature zincate in questo tipo di celle è quindi da evitare: la passivazione proteggerà per alcuni mesi la struttura, ma una volta che avrà perso la sua efficacia, lo zinco si scomporrà formando sali di zinco fino a scomparire.
Di fatto nelle prove in camera di nebbia salina si può verificare che il comportamento della zincatura a caldo è decisamente peggiore. Senza passivazione, il suo deterioramento avviene al di sotto delle 100 ore e nelle lamiere prezincate a circa 150 ore. Questo test è valido come paragone per conoscere la resistenza alla corrosione dei diversi tipi di rivestimento.
Cataforesi: resistenza all'ossidazione e costi
Il processo di cataforesi richiede un investimento considerevole e costante. Tuttavia la finitura è superiore e garantisce una maggiore sicurezza rispetto al processo di zincatura e alla verniciatura elettrostatica. Da oltre 30 anni, Mecalux applica questo procedimento per i montanti che formano le spalle delle sue scaffalature, data la loro importanza critica in qualsiasi impianto: sono sottoposti a microclimi al loro interno, al contatto con il pavimento, sopportano grandi carichi, possono subire urti ecc.
La resistenza della cataforesi all'ossidazione è maggiore di quella di altre finiture presenti sul mercato, come si può osservare nella tabella comparativa.